欢迎来到 深圳鑫百通抛丸机喷砂机生产厂家 官网!
全国咨询热线:189-2583-3403

![[sort:name]](/uploads/allimg/20260527/2-26052G4261M53.jpg)
 新闻中心
新闻中心表面粗糙度 Sa 等级验收时最容易扯皮——喷砂完了,客户追一句"粗糙度够不够",很多人分不清 Sa2 和 Sa2.5,拿不出数就只能靠嘴吵。下面把 ISO 8501-1 的四级说清,喷前喷后对照着看。
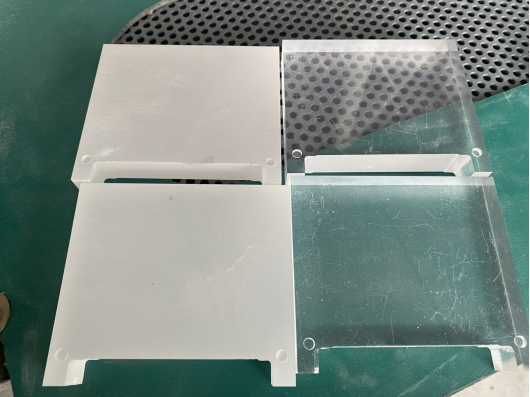
图:喷砂前后表面对比
Sa 是喷砂清理的等级代号,按 ISO 8501-1 分四级。数字越大,表面氧化皮、锈、旧涂层残留越少。它评的是"残留了多少脏东西",不是粗糙度数值——但清理越彻底,表面通常越利于涂层附着。
· Sa1 轻度处理:只除去浮锈、浮油、疏松附着物,留大量痕迹。多用于不承重、要求低的构件。
· Sa2 彻底处理:绝大部分氧化皮和锈已清除,仅留轻微斑点痕迹。
· Sa2.5 非常彻底:残留仅点状、条纹状色斑,手摸无松动物。涂装前处理最常用的一档,对应表面粗糙度约 Rz 40–70μm(Ra 约 6–12μm)。
· Sa3 出白级:表面完全出金属本色、均匀一致。最高级,用于严苛防腐或特殊涂层。

图:不同等级喷砂效果
涂装行业一般要求喷砂后表面粗糙度 Rz 在 40–75μm 区间。环氧富锌偏细、重防腐偏粗——具体按涂层体系定。过细涂层咬不住、易脱落;过粗浪费磨料还藏污。验收别只凭眼看,粗糙度仪实测取数才靠谱。

图:喷砂房设备实拍
· 磨料种类与目数:棕刚玉粗目喷得糙、玻璃珠细目喷得光。同材质目数越小越糙。
· 喷砂气压:气压越高冲击力越大、表面越糙。薄壁件调低防变形。
· 喷射角度:垂直 90° 冲击最强最糙,斜角更柔、表面更细。

图:铝材喷砂效果
Sa 等级和粗糙度是两个概念:前者看"清理干不干净",后者看"表面多糙"。合同里把两项数都写清,喷完拿粗糙度仪加目视对照 Sa 样板,双方都不吃亏。
想知道哪种喷砂设备能稳定出你要的粗糙度,可以看喷砂设备类型做参考。按你的涂层体系定工艺参数的,关注深圳鑫百通官网咨询,或直接联系我们。广东深圳喷砂机生产厂家联系电话:18925833403。
联系人:李经理
电 话:0769-81152512
邮 箱:xbtong@vip.163.com








